


























PRONCIPLE
技术原理
激光焊接的技术基础
根据作用在工件上的功率密度,激光焊接可分为热传导焊和深熔焊。
热传导焊:功率密度<10⁵W/cm² ,工件表面温度小于沸点,金属表面吸收激光后通过热传导将热量往金属内部传输,使金属熔化; 深熔焊:功率密度≥10⁵W/cm² ,金属表面吸收高能量密度的激光后,温度迅速上升至沸点,金属蒸发形成气体,其蒸气压、反冲力等足以克服熔融金属的表面张力,从而形成布满金属蒸气的小孔,即匙孔。通过匙孔,激光可直达焊缝底部,从而形成深宽比较大的熔池形状。

ADVANTAGE
技术优势
-
薄壁切割焊接
-
复合焊&环形光斑焊接
-
圆柱电池焊接
-
钢扣电池焊接
-
塑料焊接
-
巨量焊接
-
 薄壁切割焊接
薄壁切割焊接- 行业领先技术,激光焊接与切割一体化;
- 实现0.3mm薄壁大型铝壳、0.1mm薄壁大型钢壳与盖板可靠连接,焊/切缝质量稳定。
-
复合焊&环形光斑焊接
- 电池盖板焊双波段复合激光焊电池盖板,焊接良率达99.9%以上;
- 高速转接片焊接行业领先技术,转接片焊接速度由200mm/s提升至400mm/s,大幅提升生产效率;
- 高速化封口焊(侧焊、拼焊)国内创新性的领先技术,顶盖封口高速分段拼接焊,整线从15PPM提升至30PPM,实现高速稳定生产;
- 密封钉复合焊国内领先的新兴技术,小脉宽高频率激光闭环焊密封钉,焊接速度提至25~35mm/s,大幅提升锂电池密封钉焊接效率,防大量气孔缺陷,焊缝质量稳定,少工位需求降低成本。
-
 圆柱电池焊接
圆柱电池焊接- 创新性地提出了集流盘的连续焊接工艺,实现集流盘与盖帽、盖帽与圆柱电池稳定连接;
- 焊接效率达60PPM,解决了目前4680圆柱电池生产工艺效率低、良率差等问题。
-
 钢扣电池焊接
钢扣电池焊接- 通过光束摆动和能量随动,对100um壁厚的不锈钢圆柱壳体进行高速密封焊接,可以将熔深控制在50um左右,单只电池焊接时间仅需0.5秒。
-
 塑料焊接
塑料焊接- 该技术包括方壳电池mylra膜与保持架焊接、mylar膜与塑料焊接,解决了焊接过程中的熔池溢流问题,属于行业领先技术;
- 该技术创新性的提出了激光焊方式,替代了传统热熔工艺,实现非接触式焊接,效率更高;
- 该技术焊接过程稳定,业内首次解决了mylar膜激光焊接溢流的技术痛点,使得激光焊工艺得以量产;
-
 巨量焊接
巨量焊接- 透过激光巨量焊接可提升焊接效率
- 激光加热速度快,稳定性高
- 非接触加工可以避免静电影响与传统焊接产生的应力
- 调节方便快捷,应用范围广,可适用于不同材料、尺寸、熔点的焊接
ADVANTAGE
技术应用
-
 3C
3C -
 新型显示
新型显示 -
 新能源动力电池
新能源动力电池
PRODUCTS
相关产品
激光焊接相关产品
-
动力电池智造
-
消费电子
-
光伏
-
智能家居
-
生命科学
-
现代建筑
-
交通运输
-
钣金加工
-
-

 查看产品
查看产品 Mini LED三合一返修设备
Mini LED三合一返修设备-
结合澳门新葡萄新京8883游戏特色自研全自动平台,实现超高速返修,单颗返修时间<10 s。
-
高精度转台式RGB三色晶圆环自动切换,可兼容COB和MIP的返修。
-
自动捕捉芯片与抓取芯片,能对位置和角度进行补偿保证固晶精度。
-
去晶,点锡,固晶,焊接,结合自动进出料与获取坏点座标,实现高度智能集成。
-
-
 查看产品
方形电池顶盖全自动组装线
查看产品
方形电池顶盖全自动组装线-
系统化防尘防颗粒处理。
-
具备来料自检&防呆功能。
-
MES系统全闭环生产处理。
-
飞溅少、焊缝效果佳、稳定性高。
-
-
 查看产品
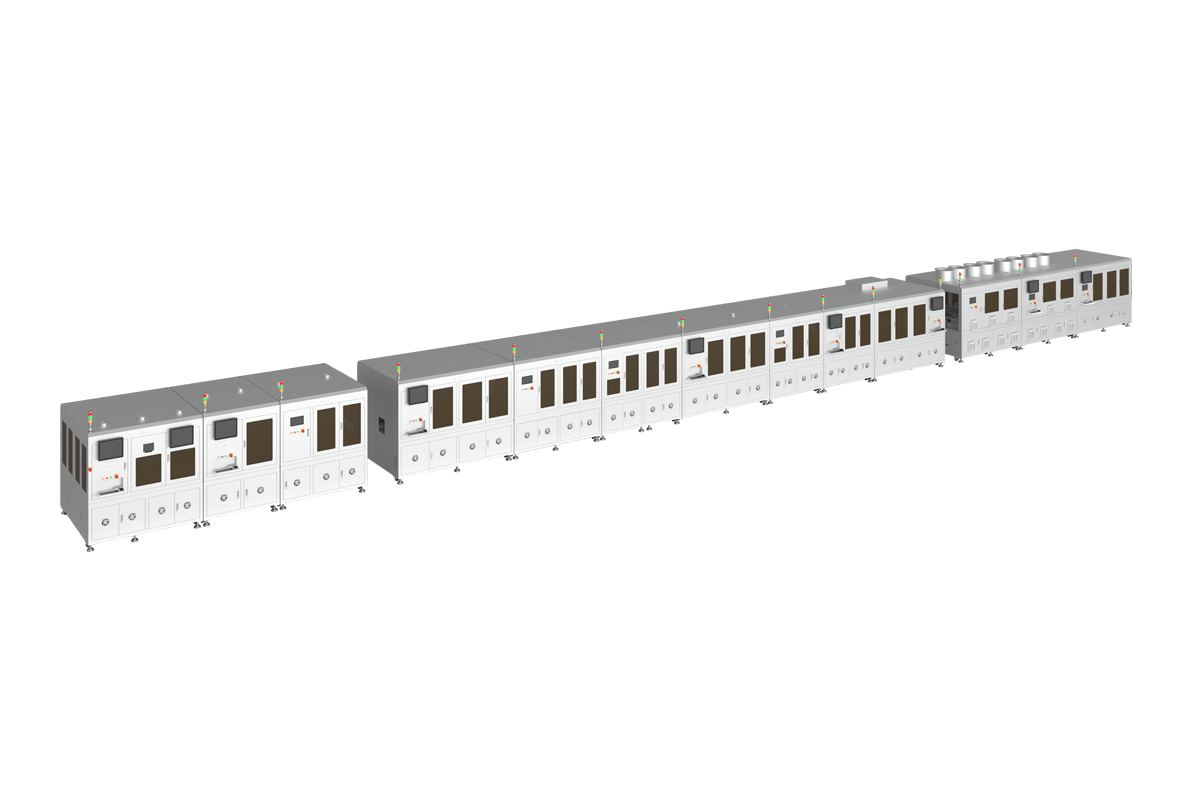
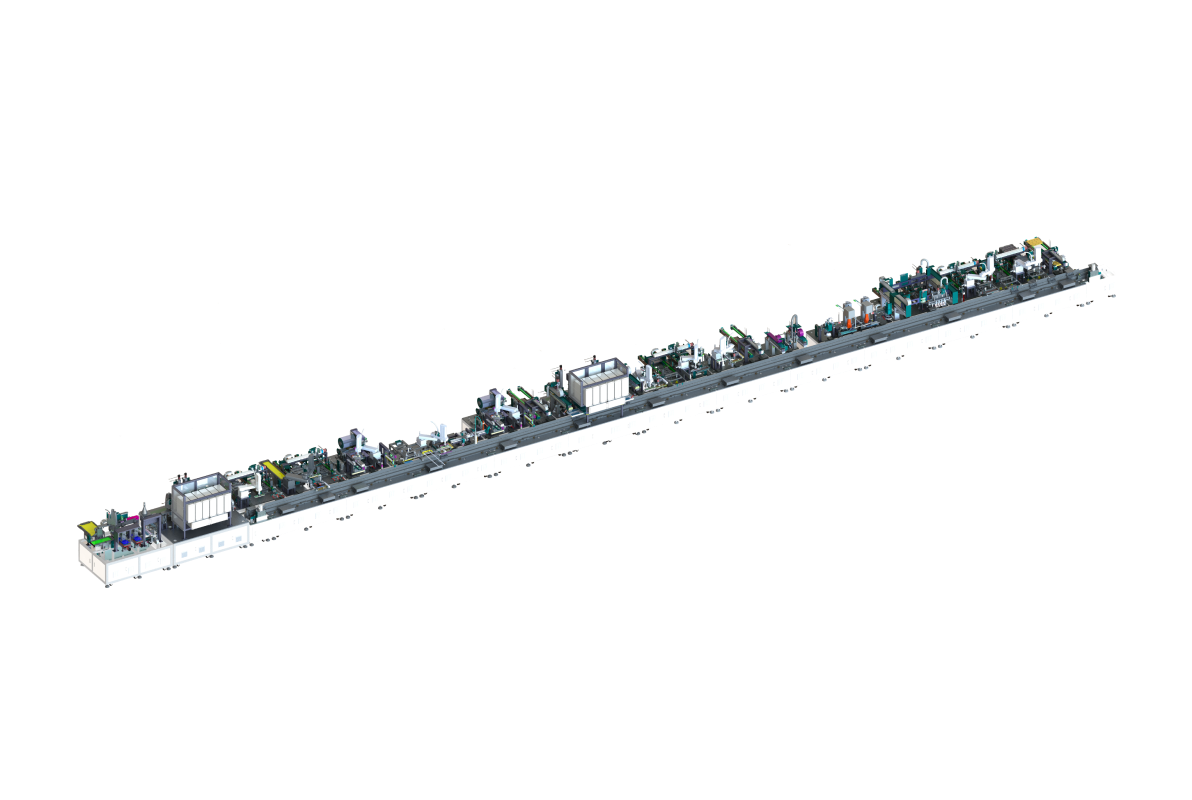
钢壳电池全自动组装线(扣式、方形、异形)
查看产品
钢壳电池全自动组装线(扣式、方形、异形)-
兼容多种直径、厚度、极耳焊接工艺、与密封方式
-
首创的盖板壳体激光焊接密封+自动合盖与同心对位机构,焊接一致性好良率高。激 光密封也让电池的能量密度相比扣合式密封更优。
-
设备主要包含正负极耳焊接,电芯入壳,注液(开放式/小孔),自动合盖,封口焊接,测试,清洗,AOI检测,漏液检测等工艺。
-
线体效率可定制20-60ppm/Line。
-
-
 查看产品
五轴激光焊接机
查看产品
五轴激光焊接机-
高性能QCW激光器,专为3C精密焊接开发
-
高精度振镜
-
同轴定位视觉系统
-
五轴伺服焊接平台
-
-
 查看产品
金属料带激光切焊一体机
查看产品
金属料带激光切焊一体机-
体积小,移动便捷;
-
集激光切焊一体,切割、拼接一致性高;
-
搭载UPS电源,可断电离线使用,灵活机动性高;
-
使用激光进行料带切割和焊接,无耗材,免维护。
-
-
 查看产品
笔记本电脑电池Pack线
查看产品
笔记本电脑电池Pack线-
采用行业最领先的磁悬浮输送定位技术,实现快速、精准定位(400mm工位间距,0.8秒完成,定位精度可达μ级)。
-
加工模组模块化,传输线体一体化,可快速调整扩展工位。
-
主要包含电池组装、激光焊接、点导热硅胶、导通测试、喷码、贴/包Label、贴Mylar、PPG厚度检测、成品测试等。
-
MES系统全闭环生产控制,可选配整线数字化,实时观察线体各项指标。
-
-
-
-
 查看产品
塑料激光焊接机
查看产品
塑料激光焊接机-
采用透射焊接原理,熔池在材料内部,表面无痕。
-
密封性能好。
-
焊接强度等于或高于母材。
-
功耗低,无噪音,无耗材,免维护。
-
-
 查看产品
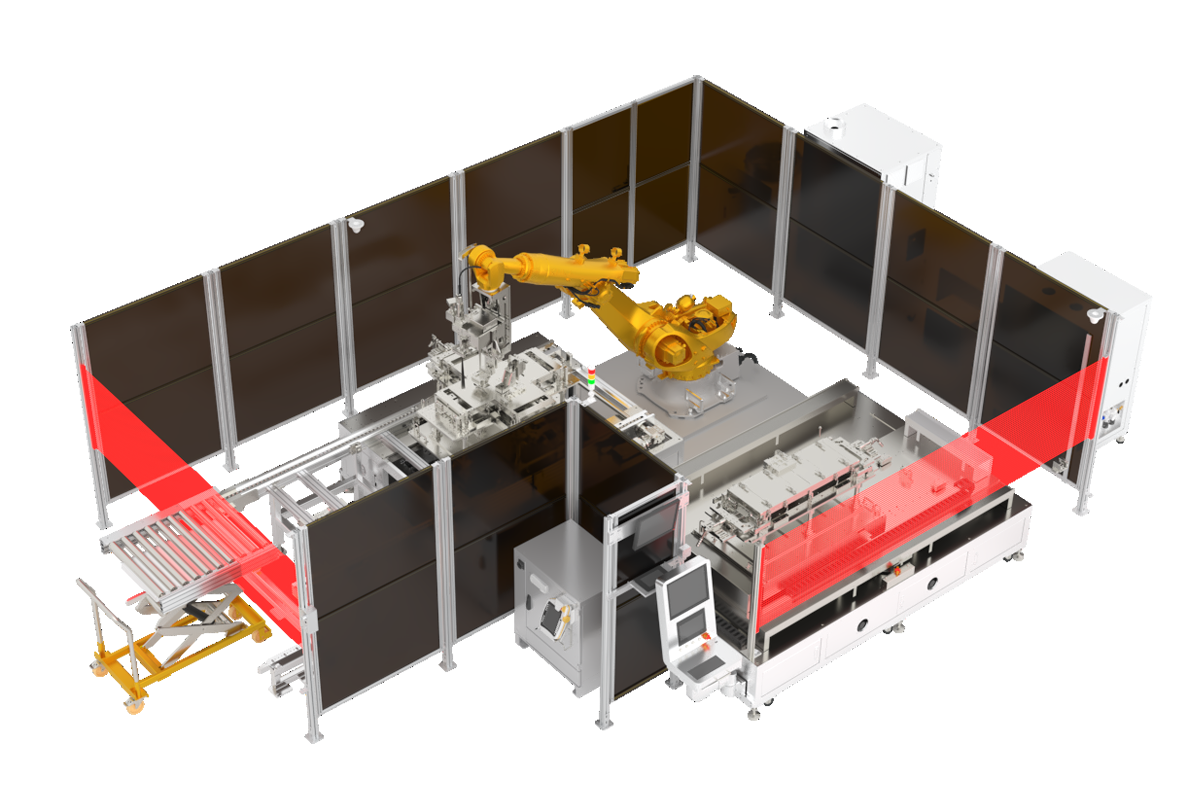
机器人激光焊接工作站
查看产品
机器人激光焊接工作站-
可在线联机或离线单机使用;
-
模块化设计,调试便捷,可快速换型;
-
适用于于大型工件多维度激光焊接加工;
-
支持数据追溯,MES系统全闭环生产控制;
-
-
 查看产品
激光锡球焊接机
查看产品
激光锡球焊接机-
高效率:焊接速度快,最快0.3S/焊点。
-
高精度:焊点一致性高,锡球直径为50um~1500um,适用于高精密产品。
-
免清洁:无飞溅,锡球无助焊剂,焊接后免清洗。
-
安全:激光聚焦光斑小,热影响区域小,无挤压应力,不会损伤工件。
-
-
 查看产品
电池模组CCS激光焊接机
查看产品
电池模组CCS激光焊接机-
适用于方形/圆柱电池储能模组采集线或CCS焊接
-
主要包含视觉定位、激光测距、激光焊接等
-
可选配WDD实时监控焊接过程稳定性
-
维护方便,占地面积小,换型时间短
-
-
 查看产品
电池模组Busbar激光焊接机
查看产品
电池模组Busbar激光焊接机-
可在线联机或离线单机使用;
-
模块化设计,调试便捷,可快速换型;
-
支持数据追溯,MES系统全闭环生产控制;
-
适用于方形/圆柱/软包电池储能模组Busbar焊接;
-
-
 查看产品
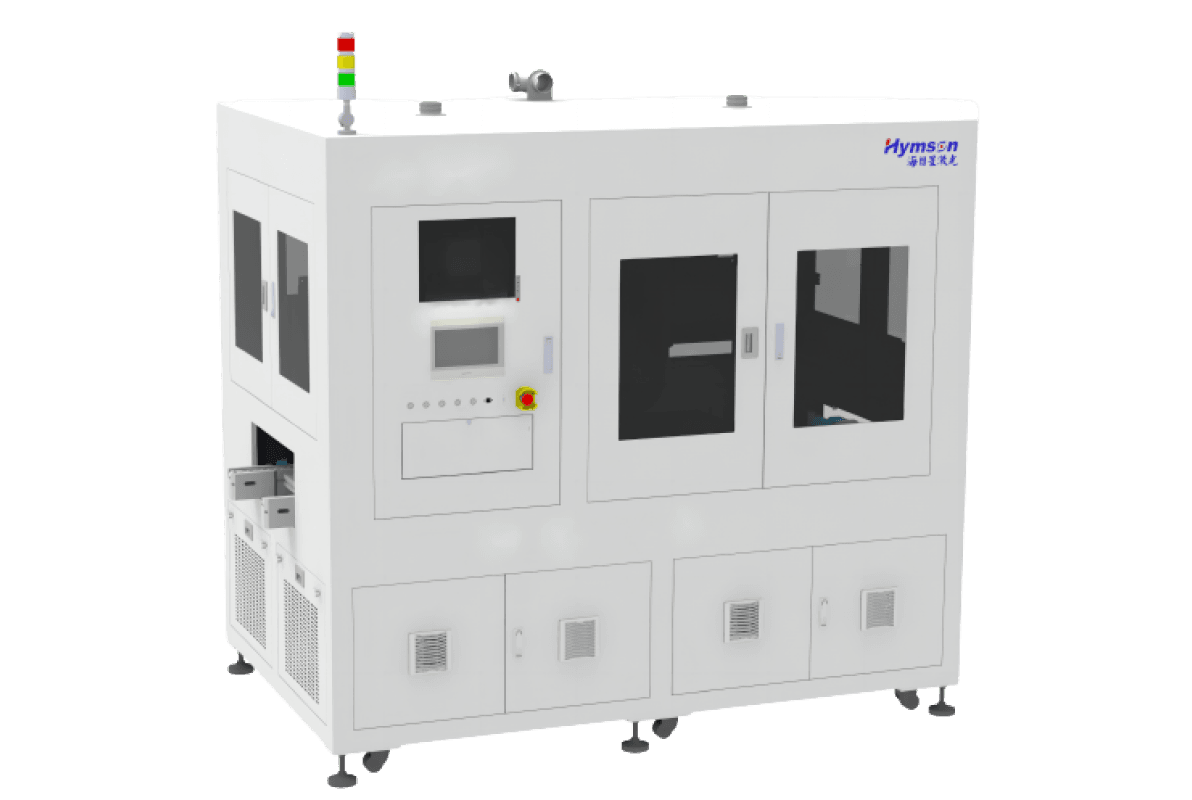
激光焊接修复设备
查看产品
激光焊接修复设备-
同轴视觉定位系统,高精度定位芯片位置,实时监控焊接修复过程中的产品状态与效果
-
实时监测焊接温度,闭环温控,保证焊接质
-
可选配AOI系統,即时确认焊接成功率
-
-
-
-
 查看产品
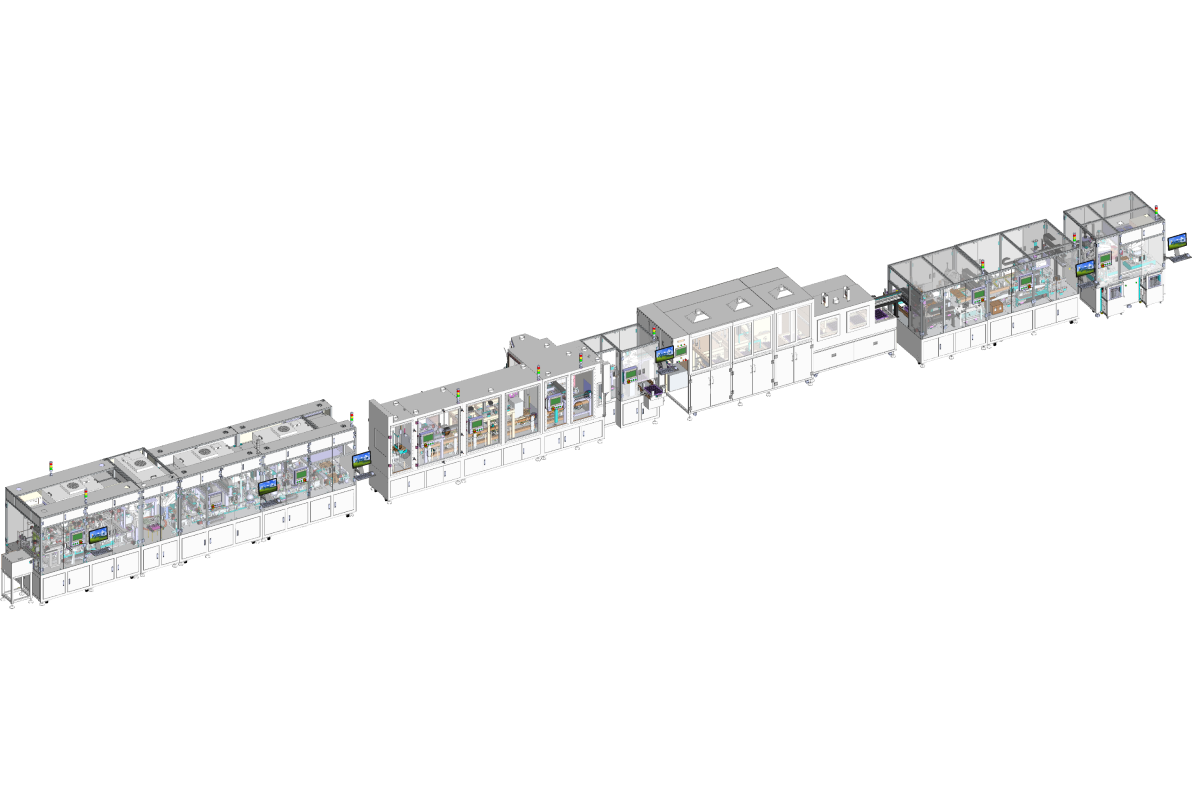
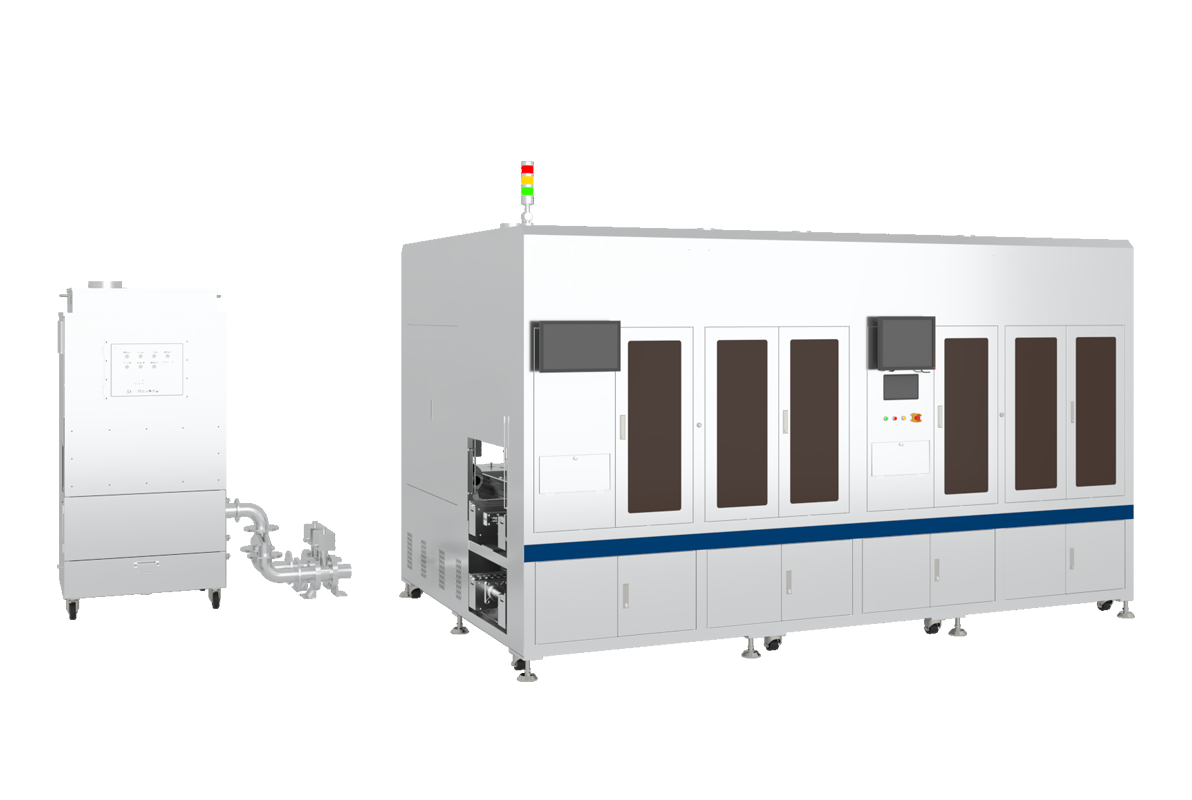
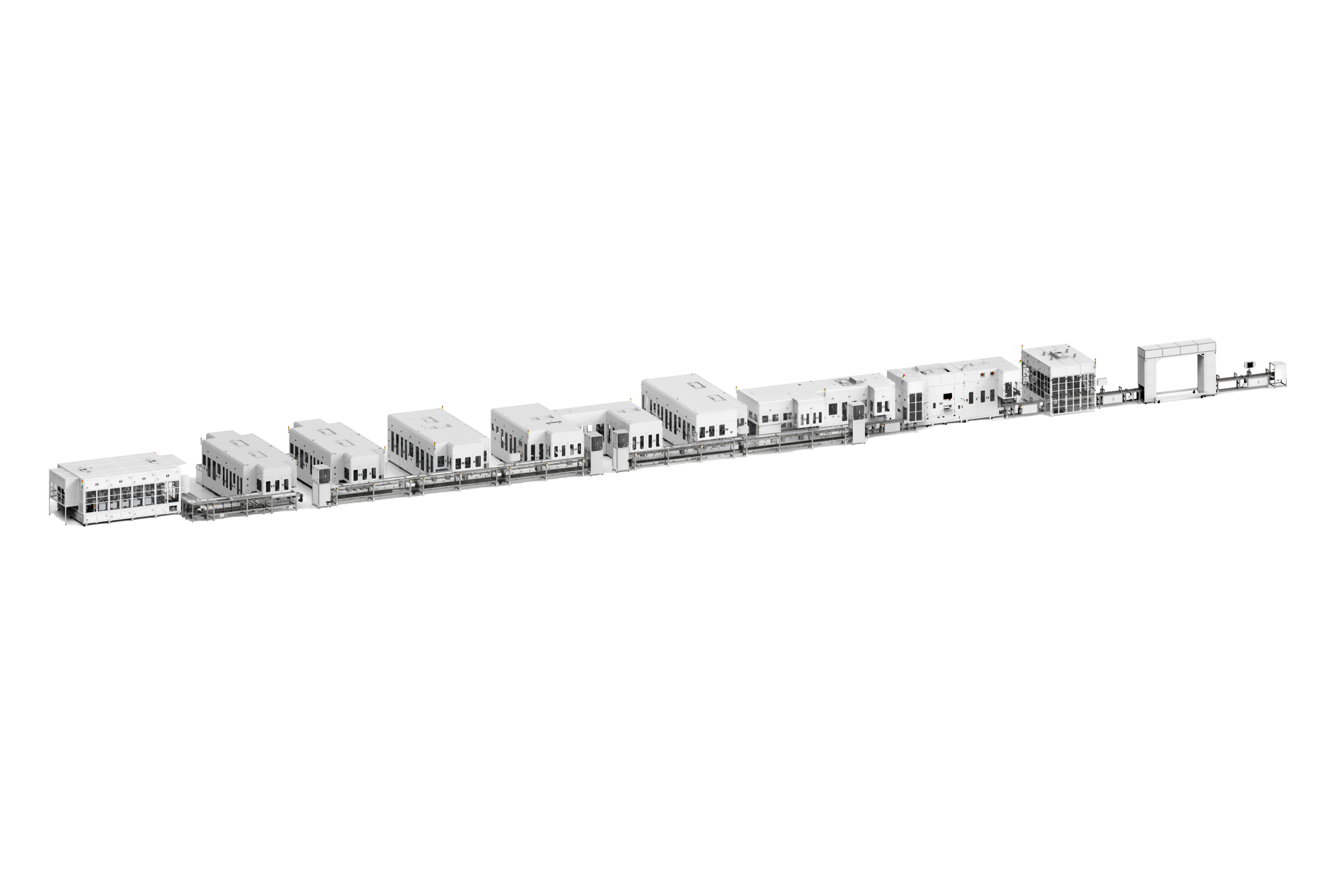
全自动方形电池电芯装配线
查看产品
全自动方形电池电芯装配线-
自动化程度高,全程组装无人干涉。
-
模块化设计,换型时间短、零件少、成本低。
-
工艺流程自动控制,信息全程可追溯,具备对接各类型MES系统。
-
数字孪生3D可视化技术,设备状态可视化、智能化信息交互,提升用户体验。
-
-
查看产品
塑料激光焊接机
-
采用透射焊接原理,熔池在材料内部,表面无痕。
-
密封性能好。
-
焊接强度等于或高于母材。
-
功耗低,无噪音,无耗材,免维护。
-
-
查看产品
机器人激光焊接工作站
-
可在线联机或离线单机使用;
-
模块化设计,调试便捷,可快速换型;
-
适用于于大型工件多维度激光焊接加工;
-
支持数据追溯,MES系统全闭环生产控制;
-
-
查看产品
激光焊接修复设备
-
同轴视觉定位系统,高精度定位芯片位置,实时监控焊接修复过程中的产品状态与效果
-
实时监测焊接温度,闭环温控,保证焊接质
-
可选配AOI系統,即时确认焊接成功率
-
-
 查看产品
Micro LED / Mini LED 巨量焊接设备
查看产品
Micro LED / Mini LED 巨量焊接设备-
高效LED 芯片巨量焊接,良率可达99.99%以上
-
大面积高速焊接,领先行业生产效率
-
闭回路温度控制,保证键合温度稳定性
-
-
 查看产品
全自动接线盒激光焊接机
查看产品
全自动接线盒激光焊接机-
整机采用工业PC控制、模块化柔性化编程设计
-
全自动激光焊接系统,可与客户端上下工位组件输送系统无缝对接
-
设备外壳采用全钣金结构,全方位开闭式防护门,配可视化激光防护窗
-
采用右边进料,左边下料,上下料自动运行
-
-
-
-
 查看产品
塑料激光焊接机
查看产品
塑料激光焊接机-
密封性能好
-
焊接强度等于或高于母材
-
功耗低,无噪音,无耗材,免维护
-
激光、视觉、测温三合⼀焊接头
-
-
查看产品
机器人激光焊接工作站
-
可在线联机或离线单机使用;
-
模块化设计,调试便捷,可快速换型;
-
适用于于大型工件多维度激光焊接加工;
-
支持数据追溯,MES系统全闭环生产控制;
-
-
 查看产品
车载摄像头激光焊接机
查看产品
车载摄像头激光焊接机-
可用于单机生产和自动线体对接;
-
双工位操作系统,提高生产效率;
-
激光稳定性高,焊缝熔深稳定控制;
-
兼容性强,可兼容多种不同型号产品;
-
-
查看产品
激光锡球焊接机
-
高效率:焊接速度快,最快0.3S/焊点。
-
高精度:焊点一致性高,锡球直径为50um~1500um,适用于高精密产品。
-
免清洁:无飞溅,锡球无助焊剂,焊接后免清洗。
-
安全:激光聚焦光斑小,热影响区域小,无挤压应力,不会损伤工件。
-
-
查看产品
激光焊接修复设备
-
同轴视觉定位系统,高精度定位芯片位置,实时监控焊接修复过程中的产品状态与效果
-
实时监测焊接温度,闭环温控,保证焊接质
-
可选配AOI系統,即时确认焊接成功率
-
-
查看产品
Micro LED / Mini LED 巨量焊接设备
-
高效LED 芯片巨量焊接,良率可达99.99%以上
-
大面积高速焊接,领先行业生产效率
-
闭回路温度控制,保证键合温度稳定性
-
-

售前咨询
Inquiry
点击咨询
售后服务
Customer Service
联系我们